- 技术文章
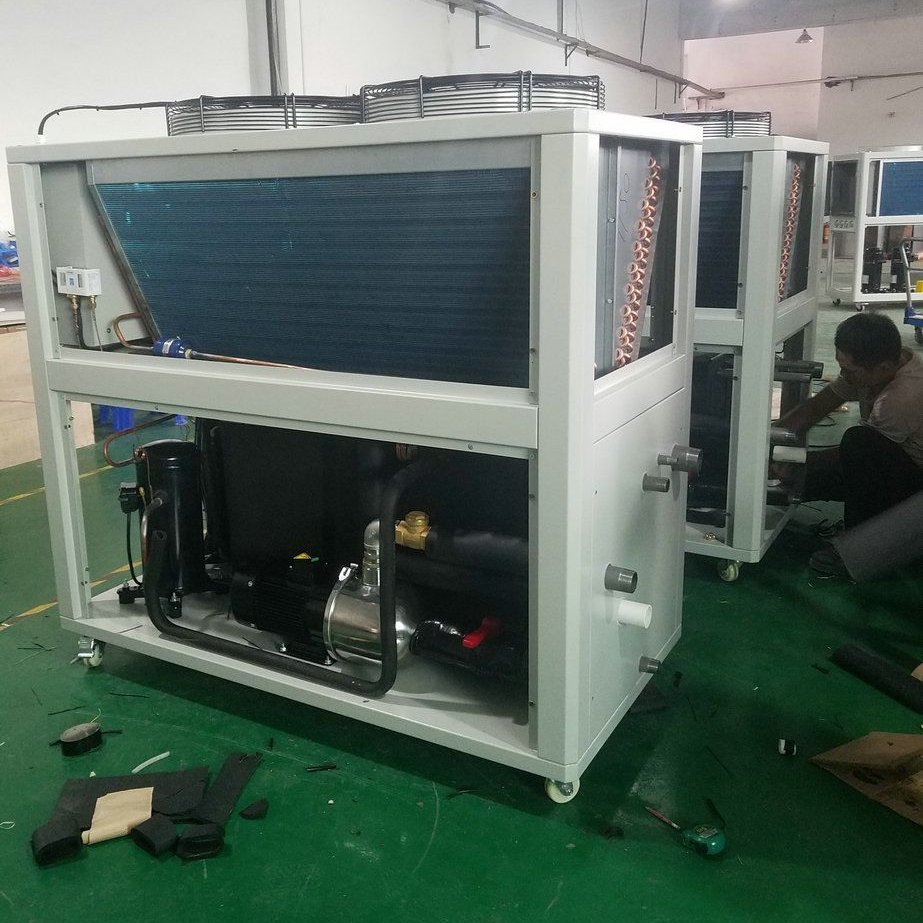
制冷机的冷却器铜焊接技术要点
2016-06-15 00:10:59 来源:众高冷源
上一篇:中国的冷水机生产全球领先下一篇:冷水机使用前的准备和安装注意事项
-
濞村吋鑹鹃幉鎶藉箰閸ャ劍娈堕柨娑虫嫹闁圭ǹ娲﹂弳锟� 270 [闁哥喎妫楅宥囨媼閵堝牏妲圿缂備礁绻楅幆鈧俊顖椻偓宕囩闁挎冻鎷�闁汇垻鍠嶆鍥垂閿燂拷闁圭鍋撻柛锔哄妼濠€鎾礌閻氬绐�广东深圳龙岗区濡ゅ倹岣挎锟�濞村吋鑹鹃幉鎶藉疮閸℃稒鎳�
 扫一扫,手机浏览
扫一扫,手机浏览 广东众高冷源设备有限公司
水冷源、液冷源、油冷源、气冷源、冷热源、测试源制造工业温度控制设备







内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。
广东众高冷源设备有限公司 电话:0755-88853458 手机:13632892625 地址: 深圳市龙岗区坪地街道年丰社区横岭中路1号第三栋厂房102